


(1)彎鋼化風柵段的電氣控制是采用PLC+變頻器的控制方式實現的。SK變頻器以其自身轉矩響應速度快办铡、控制精準,過載能力強的特點琳要,被用在下風柵輥道的主驅動中寡具。由于平彎鋼化玻璃的特殊工藝要求,需要變頻器具備如下速度控制和轉矩控制的自動切換功能稚补。
彎成型風柵段的工作原理:彎成型風柵段用于相應規(guī)格玻璃片的彎曲成型和鋼化童叠。當輥道輸送玻璃片進入成型風柵段后,上風柵课幕、下風柵分別按照上拯钻、下風柵調弧機構預置的玻璃成型的弧度規(guī)格,通過下風柵變弧機構的作用彎曲至目標弧度撰豺。當玻璃片彎曲至目標弧度后,隨之在輥道帶動下往復擺動數次拼余,以使弧度更加圓滑污桦。隨后冷卻系統的風機開啟,壓力空氣通過閘板閥進入風柵后均勻地吹到玻璃片上匙监、下表面進行鋼化冷卻凡橱。同時玻璃片在風柵輥道的驅動下做往復擺動,以使鋼化冷卻均勻亭姥。待冷卻時間達到設定時間后稼钩,往復擺動及風機停止運行,隨后上風柵升起达罗,輥道隨下風柵展平坝撑,成型鋼化后的玻璃片被送出成型彎風柵段。
變頻器控制下風柵電機原理:當上風柵變弧到指定的半徑粮揉,變頻器通過速度控制電機快速啟動運行巡李,電機驅動下風柵輥道將受熱玻璃擠壓彎曲到設定的上風柵半徑后,當電機運行頻率和變頻器設定頻率相差在正負2.5HZ以內時扶认,這時需要電機輸出大力矩對玻璃進行變弧成型侨拦,因此變頻器必須具備自動切換速度控制到轉矩控制的功能。在轉矩控制過程中辐宾,如果出現電機速度波動超過變頻給定速度2.5HZ狱从,變頻器應立即切換回速度控制膨蛮。當電機電流達到設定變頻器的設定電流限值,變頻器通過繼電器端子輸出信號給PLC來切斷變頻器運行信號季研,變頻器自動切換回速度控制停機敞葛,整個鋼化玻璃的平彎成型結束。圖1是彎鋼化下風柵的工作示意圖训貌。
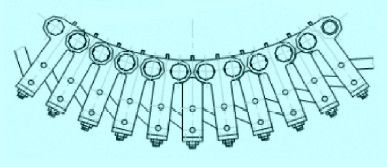
圖1 彎鋼化下風柵的工作示意圖
(2)為了實現上述功能制肮,通過SK變頻器的專用調試軟件CTsoft的邏輯框圖對該功能進行詳細講解:
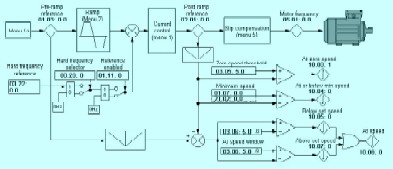
圖2 參數10.06 作為速度穩(wěn)定信號
圖2的邏輯框圖中的參數10.06是速度穩(wěn)定信號,被用作SK變頻器的速度控制和力矩控制切換的條件递沪。當電機運行頻率和變頻器設定頻率相差在正負2.5HZ以內時豺鼻,參數10.06=ON,反之款慨,當兩者頻率超出范圍儒飒,參數10.06=OFF。
接著將Pr10.06這個參數放入圖3的邏輯框圖來是實現速度和力矩的切換檩奠。當參數10.06=ON時桩了,同時參數6.30正轉運行為ON時,如果兩者條件滿足同時滿足時埠戳,參數4.11在ON狀態(tài)井誉,意味著SK變頻器由速度控制切換為轉矩控制后,PLC通過發(fā)送對應的模擬量信號來控制轉矩給定整胃,從而保證在最后階段使鋼化玻璃能夠精確的快速成型颗圣。
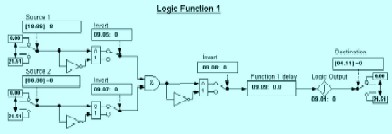
圖3 邏輯框圖
通過簡單的邏輯編程,SK變頻器就具備了該工藝需要的所有功能特性屁使。因此在實際控制運行中在岂,SK變頻器的提供的解決方案很好的解決鋼化爐上的應用難題。