


吊鋼化可以簡單地概括為將玻璃沿上邊吊起,然后按加熱斤寇、成形、淬冷等工藝過程生產(chǎn)的鋼化玻璃拥褂。實現(xiàn)對吊鋼化工藝的良好控制要把握加熱工藝娘锁、冷卻工藝和模具制作三個基本方面,吊鋼化玻璃出現(xiàn)的各種質(zhì)量缺陷首先也要從這三方面進行分析饺鹃。
1.玻璃加熱
吊鋼化的加熱有兩種方式:電加熱和燃氣加熱莫秆。燃氣式加熱多用于早期的吊鋼化爐,目前吊鋼化爐多采用電加熱的方式悔详。加熱段主要由爐體镊屎、加熱元件、碎玻璃槽伟端、爐門四部分組成杯道。爐體由三層組成:最里層是黏土耐火磚,耐火磚上的凹槽部分用來安置加熱元件责蝠,中間層為硅酸鋁纖維氈或耐高溫棉氈填充,最外層是設備的鋼板外殼萎庭。
加熱元件多采用直徑為2.5mm~3mm鎳鉻絲或鐵鉻絲繞成的直徑為24mm~25mm的螺旋管霜医,加熱爐分24個加熱區(qū)。碎玻璃槽在爐體的下方驳规。玻璃必須加熱到要求的溫度肴敛,玻璃表面各個部分的溫度要均勻,溫差不能太大吗购,要有效地控制爐內(nèi)溫度医男,要求爐內(nèi)的溫度必須要達到鋼化時溫度,實際生產(chǎn)時捻勉,爐內(nèi)的所有加熱絲應無斷絲現(xiàn)象镀梭,否則將影響爐內(nèi)溫度的均勻。
2.玻璃的冷卻
吊鋼化玻璃在風冷時沒有冷擺運動踱启,為了保證玻璃各個部分鋼化碎片均勻报账,一定要確保模具上各個風孔的完全通透,特別是模具中部的石棉條埠偿,盡量要少貼透罢,另外凸模與凹模的風壓要一致,這樣才能保證玻璃的兩個面和各個部分的冷卻均勻冠蒋。另外羽圃,要確保風機房的清潔,特別是風機的進風口處抖剿。
3.吊鋼模具
吊鋼化的玻璃成形是靠陽模和陰模的對壓(圖1)朽寞,陰模和陽模上有吹風孔识窿,吹風孔一般為矩形排列,間距是25mm×25mm或30mm×30mm,孔徑為4mm~5mm。模具安裝使用前愁憔,要在吹風孔的周圍貼敷石棉紙等軟性材料腕扶,以防止玻璃表面與模具表面接觸時產(chǎn)生劃傷,同時減少壓模成型時吨掌,因玻璃表面溫度傳至金屬模具半抱,導致玻璃表面的溫度下降過快。貼敷石棉紙時要注意兩個方面:一是石棉紙不宜貼得太厚膜宋,太厚將增大淬冷吹風的距離窿侈,距離過大將造成鋼化碎片過大;二是石棉紙蓋住模具上的吹風孔不能過多秋茫,吹風孔過多被堵塞史简,將導致鋼化玻璃的碎片不均。另外肛著,模具兩側(cè)最外側(cè)的吊鉗口距玻璃邊部的距離不能太遠圆兵,不能超過10cm,如果超出這個距離枢贿,鋼化時玻璃兩側(cè)邊部容易出現(xiàn)卷邊或荷葉邊現(xiàn)象殉农。
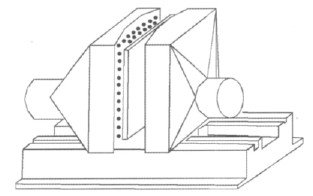
圖1 玻璃的模壓
區(qū)域鋼化玻璃的模具,主要通過調(diào)節(jié)全鋼化區(qū)與區(qū)域鋼化區(qū)的冷卻風壓的大小來實現(xiàn)局荚。具體操作為改變模具上吹風孔和全鋼化區(qū)域與區(qū)域鋼化區(qū)域的風壓超凳,主要有三種方法,一種是改變區(qū)域鋼化部分與全鋼化部分吹風孔排布的數(shù)目的比例耀态,一般區(qū)域鋼化部分與全鋼化部分吹風孔數(shù)目的比例為1﹕2(圖2)轮傍;另一種是改變區(qū)域鋼化部分與全鋼化部分吹風孔的大小,一般區(qū)域鋼化部分與全鋼化區(qū)部分吹風孔的大小比例是1﹕(1.5~2.5)(圖3)首装;第三種是改變風柵內(nèi)部的供風,全鋼化區(qū)和區(qū)域鋼化區(qū)各自的管道上設置風閥,對全鋼化區(qū)和區(qū)域鋼化區(qū)分區(qū)控制風壓的大小创夜。
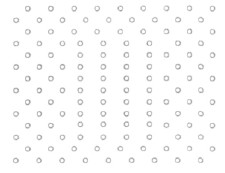
圖2 區(qū)域鋼化風孔樣式一
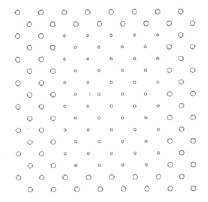
圖3 區(qū)域鋼化風孔樣式二